













表面粗糙度是加工件表面特征的重要技术指标之一。从近年来国内外发表的有关表面粗糙度研究的论文数量成指数增加的情况来看, 表面粗糙度相关领域的研究工作正呈现上升趋势, 值得关注。早在 1918年时人们就开始对加工件表面质量进行原始简单的检测;1927年时就已经出现了用触针测量表面粗糙度的相关报道;直到 1940年, 英国 Taylor-Hobson公司研制成功第一台表面粗糙度测量仪, 从而开启了现代意义的表面粗糙度检测的大门, 其后各国又成功研制出多种测量表面粗糙度的现代仪器。
1触针式表面粗糙度测量仪
1.1触针法
当采用触针法对加工件表面进行粗糙度测量时, 探测头上的触针在被测表面轻轻划过。 由于被测加工表面不可能绝对光滑, 肯定存在轮廓峰谷的起伏, 所以触针将在垂直于被测轮廓表面方向上产生上下起伏的移动。 这种移动量虽然非常细微, 但足以被敏感的电子装置捕捉并加以放大。 放大之后的信息则通过指示表或其它输出装置以数据或图形的方式输出。这就是触针式表面粗糙度测量仪的工作方式。其中,按其传感器类型可以分为:电感式、压电式、光电式等;按其指示方式又可分为:积分式、连续移动式。
1.2工作原理
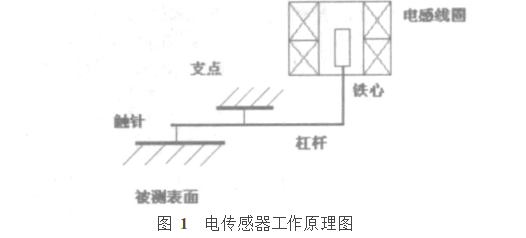
触针式表面粗糙度测量仪由传感器、驱动箱、指示表、记录器和工作台等主要部件组成[, 其中电感传感器是轮廓仪的主要部件之一, 其工作原理可见于图 1。从图 1可知, 传感器测杆一端装有触针(由于金刚石耐磨、硬度高的特点, 触针多选用金刚石材质), 触针的尖端要求曲率半径很小, 以便于全面的反映表面情况。测量时将触针尖端搭在加工件的被测表面上, 并使针尖与被测面保持垂直接触, 利用驱动装置以缓慢、均匀的速度拖动传感器。由于被测表面是一个有峰谷起伏的轮廓, 所以当触针在被测表面拖动滑行时, 将随着被测面的峰谷起伏而产生上下移动。此运动过程又运用杠杆原理经过支点传递给磁芯, 使它同步地在电感线圈中作反向上下运动,并将运动幅度放大, 从而使包围在磁芯外面的两个差动电感线圈的电感量发生与其成正比的变化, 并将触针微小的垂直位移转换为同步成比例的电信号。
传感器的线圈与测量线路直接接入由后续装备成的平衡电桥, 线圈电感量的变化使电桥失去了平衡, 于是就激发输出一个和触针上下位移量大小比的电量。 此时的这一电量比较微弱, 不易被察觉,需要用电子装置将这一微弱电量的变化放大, 再经相敏检波后,获得能表示触针位移量大小和方向的信号。信号又可分为三路:一路加载在指示表上,以表示触针的位置;一路输送至直流功率放大器, 放大后推动记录器进行记录;另一路经滤波和平均表放大器放大之后, 进入积分计算器,进行积分计算, 即可由指示表直接读出表面粗糙度参数值。
1.3功能特性
这种仪器的测量范围通常为 Ra0.02~ 10μm, 其中有少数型号的仪器还可以测定更小的参数值。仪器配有各种附件,以适应平面、内外圆柱面、圆锥面、球面、曲面、小孔、沟槽等形状的工件表面测量, 测量迅速方便,且精度较高.
2摆臂式非球面轮廓仪
2.1摆臂式与非球面
摆臂式非球面轮廓仪的测量过程, 是通过巧妙的几何学、高精度转台、高精度扫描测量传感器与计算机控制来实现的。理论上这种方法所需要的传感器测量量程仅仅是球面的非球面度, 从而大大减小了所需要的测量量程。使测量非球面加工产品更加容易实现。非球面加工和检测技术一直是生产制造中的难点, 是制约非球面进一步广泛应用的瓶颈。在某种程度上, 获得高质量非球面的关键在于能否提供可靠的、行之有效的检测来指导加工。而其中非球面精磨、粗抛阶段的检测是影响非球面面形收敛精度与速度的关键阶段。
2.2工作原理
摆臂式非球面轮廓仪的测量原理:非球面即与球面有偏离的表面。任何一个非球面都可以通过其最接近球面和相应的偏离量(非球面度)来唯一确定。通过测量非球面与其最接近球面之间的非球面度, 可以实现非球面面形的高精度测量。图 2中所示即是测量凸非球面时的测量原理,在测量凹非球面时其测量原理与此是类似的.
2.3功能特性
摆臂式非球面面形轮廓仪是专门为解决大型非球面面形的在位测量问题而研究的,其测量原理最早是由美国的 Arizo-na大学光学加工中心的 DavidSAnderson等人提出的, 并成功应用于许多领域。现在它的功能日益强大,已经达到了很好的商用化水平:测量工件的口径为 10~ 200mm;可以对球面和非球面进行 2D或 3D的测量;仪器分辨能力可达 3nm等.