













摘要::本文阐述了三坐标测量机的组成和结构原理,并对测量系统中测量头、测量软件、控制柜及操纵盒 进行了讨论,描述了三坐标测量机的测量过程,说明了三坐标测量机在计算机控制下完成复杂测量的原理。
1前言
三 坐 标 测 量 机 (Coordinate Measuring Machining, 简 称CMM) 是 20 世纪 60 年代发展起来的一种新型高效的精密测量仪器。它的出现,一方面是由于自动机床、数控机床高效率加工以及越来越多复杂形状零件加工需要有快速可靠的测量设备与之配套;另一方面是由于电子技术、计算机技术、数字控制技术以及精密加工技术的发展为三坐标测量机的产生提供了技术基础。
目前,CMM 已广泛用于机械制造业、汽车工 业、电 子 工 业、航空航天工业和国防工业等各部门,成为现代工业检测和质量控制不可缺少的万能测量设备。
2 三坐标测量机的组成及结构类型
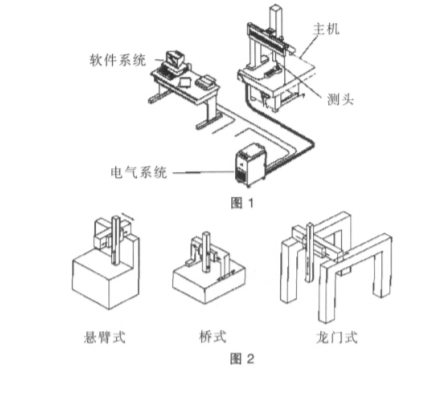
三坐标测量机一般由主机 (包括光栅尺)、电器系统控制柜)、软件系统(计算机系统)及测头所组成,如图 1所示。除硬件以外,软件也是测量机的重要组成部分[2 ]。
三坐标测量机机的结构类型主要有以下几种:悬 臂式、桥式、龙门式等几种,如图 2 所示。悬臂式测量机优点是开敞性较好,但精度低,一般用于小型测量机。桥式测量机承载力较大,开敞性较好,精度较高是目前中小型测量机的主要结构型式。龙门式测量机一般为大中型测量机,要求有好的地基,相对测量尺寸有足够的测量精度。
3 三坐标测量机的测量系统
3.1 测量头
测量头是测量机进行测量时发送信号的装置,它是测 量机的关键部件,测量头精度的高低很大程度上决定着 测量机的测量重复性及精度。
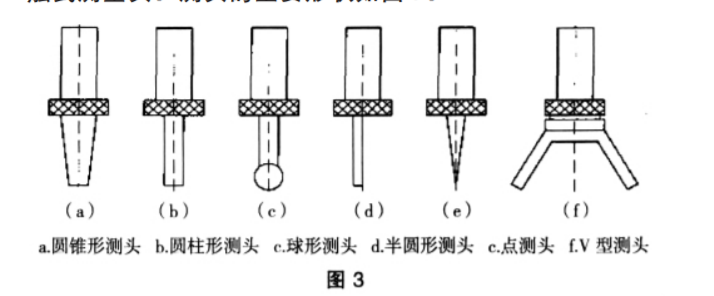
测量头分为接触式和非接触式。接触式测量头(硬测 头)需与待测表面发生实体接触来获得测量信号;而非接 触式测量头则不需与待测表面发生实体接触,例如:激光 扫描。在可以使用接触式测量头时慎用非接触式测量头, 实验室一般只测量尺寸及位置要素的情况下通常采用接 触式测量头。测头的主要形状如图 3。
3.2 测量软件 准确、稳定、可靠、精度高、速度快、功能强大、操作方 便是对测量机总体性能的要求。就测量机的本体(包括测 量头)而言,它只是提取工件表面坐标点的工具。过去,人 们一直认为精度高、速度快完全是有测量机硬件部分决 定。实际上,由于补偿技术的发展,算法及控制软件的改 进,测量机精度在很大程度上依赖于软件。测量机软件成 为决定测量机性能的主要因素,这一点已普遍被人们所 认识。
从软件功能上可分为以下几种:通用测量软件,专用 测量评价软件,统计分析软件和各类驱动、补偿功能软 件 。 软件也由最初的 DOS 操作系统软件进入现在的 Windows 操作系统软件,并且已经将 CAD 技术引入到测量 软件,使测量机的功能得以大幅提升。
PC- DMIS 就是这么一款功能强大的 CAD 通用测量软 件。其功能简要介绍如下:
(1)基本尺寸及形位误差的测量,同时具备下拉菜单 及图形界面方便操作;
(2)可直接与 CAD 软件相连接,进行测量比对;
(3)可利用其内部语言环境,或外部 VB/VC 进行编 程,实现自动测量;
(4)检测数据可直接与 EXCEL 连接,导出进行脱机分 析、编程及反向工程。
(5) 具有一些特殊的测量模块,实现特殊测量要求, 如:薄壁件的测量。
3.3 控制柜及操纵盒
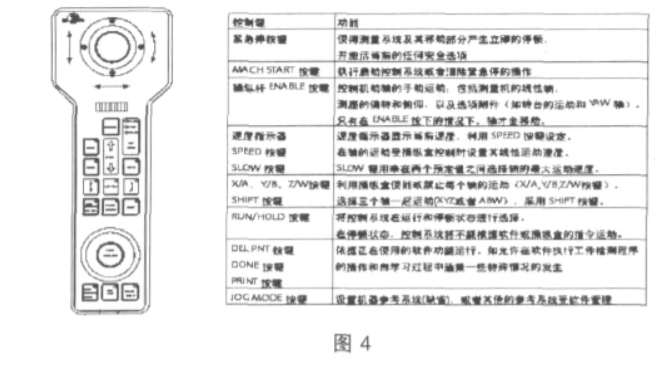
控制柜是建立和保持测量机硬件系统与计算机软 件 相互联系的桥梁。操纵盒使得操作者可手动控制测量机 的机械运动,并可控制紧 急 情 况、设置轴运动速度、设 置 复位状态功能。图 4 就是一个便携式操纵盒示意图及其 功能说明。
4 三坐标测量机的具体测量步骤
4.1 测头校准
测头校准是三坐标测量机进行工件测量前必不可 少 的一个重要步骤。因为一台测量机配备有多种不同形状 及尺寸的测头和配件,为了准确获得所使用测头的参数 信息(包括直径、角度等),以便进行精确的测量补偿达到 测量所要求的精度,所以必须要进行测头校准[5 ]。
4.2 建立坐标系
测量较为简单的几何尺寸(包括相对位置)使用机器 坐标系就可以了。而在测量一些较为复杂的工件需要在 某个基准面上投影或要多次进行基准变换时,测量坐标 系(或称为工件坐标系)的建立在测量过程中就显得尤为 重要了。
要了。 建立测量坐标系有三个步骤,并且有其严格的顺序。 具体是:
(1)确定空间平面,即选择基准面。
(2)确定平面轴线,即选择 X 或 Y 轴。
(3)设置坐标原点。
实际操作中先测量一个面将其定义为“基准面”,也就 是建立 了 Z 轴 的 正 方 向 ;再 测 一 条 线 将 其 定 义 为“X 轴” 或“Y 轴”;最后选择或测一个点将其设置为坐标原点,这 样一个测量坐标系就建立完成了。若同时需要几个测量 坐标系,可以将其命名并存储,再以同样的方法建立第二 个、第三个测量坐标系,测量时灵活调用即可。
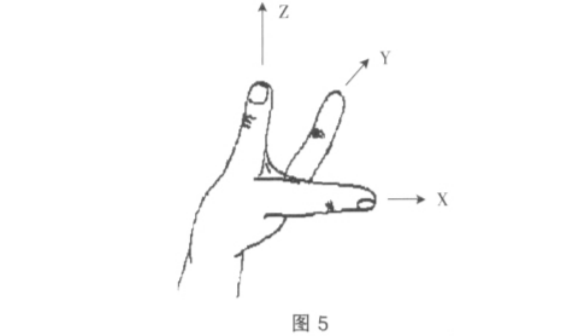
对于坐标系方向我们使用的是“右手定则”。如图 5,使用右手的大拇指,食指和中指使这三个指头尽量出现相互 垂直关系,然后面对机器;食指的指向为 X 轴正方向;中指 的指向为 Y 轴正方向;大拇指的指向为 Z 轴正方向。
4.3 工件测量
(1)测量分析
测量工件前必须对工件进行测量要求的分析,这是三坐 标测量机应用中一个最基本的环节。工件测量的具体流 程如下:
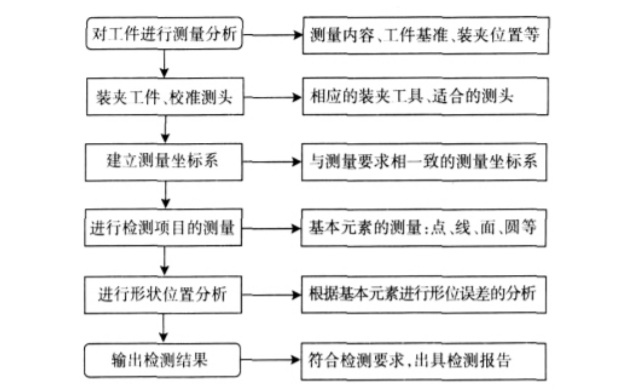
(2)基本元素的测量
所谓基本元素就是直接通过对其表观特征点的测量 就可以得到结果的测量项目,如 :点、线、面、圆、圆柱、圆 锥、球、环带等。测量一个圆上的三个点就可以知道这个 圆的圆心位置及直径,这就是所谓的“三点确定一个圆”, 如果多测一个点就可以得到圆度误差,所以为提高测量 准确度就要适当的增加点数。
(3) 构造相关几何量
某些几何量是无法直接测量得到的,必须通过对已测 得的基本元素进行构造得出(如 :角度、交点、距离、位 置 度等)。同一面上两条线可以构造一个角度(一个交点), 空间两个面可以构造一条线。这些在测量软件中都有相 应的菜单,按要求进行构造即可。
(4) 检测报告
检测报告的出具必须根据测量要求来完成。需要出具 检测报告时,在测量软件初始化时必须作好相应选项,否 则无法生成报告。每一个测量结果都可以选择是否出现 在报告中,这要根据测量要求的具体情况而设定。报告形 成后就可以选择“打印”来输出。
总结:由于三坐标测量机的出现,完成了计算机控制下的各 种复杂测量。虽然坐标测量机有许多测量方面的优点,但 如果使用不当仍然会存在很大的测量误差,测不准的原 因可分为工作基准的选择、测量方法的选择和坐标测量 机在软硬件方面的客观局限性所造成的误差。所以在使 用的过程中认识了其结构和工作原理,熟悉其工作和测 量过程,对正确使用和提高其测量精度将大有帮助。
更多三坐标三次元测量仪器产品功能和报价问题,您可关注http://www.smtyq.com/nav/9.html或给我们来电:027-84391837 ,武汉斯玛特仪器有限公司将最快时间回复您。