













摘要:粗糙度定义1.加工表面上具有的较小间距和微小峰谷所组成的微观几何形状误差2.任何一个被加工的实际表面都不可能是理想化的表面,而是呈现出不同节距的峰谷起伏状轮廓。这种实际轮廓对理想表面的偏差可按其峰谷起伏的高低幅度及节距大小分为:表面粗糙度(微观不平度)、波纹度和几何形状误差。
主要术语说明:
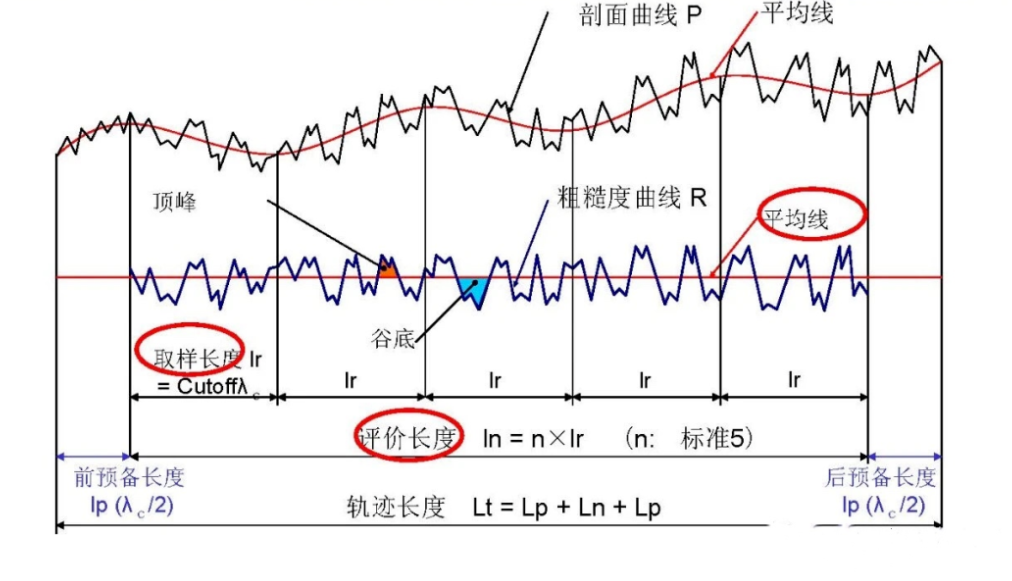
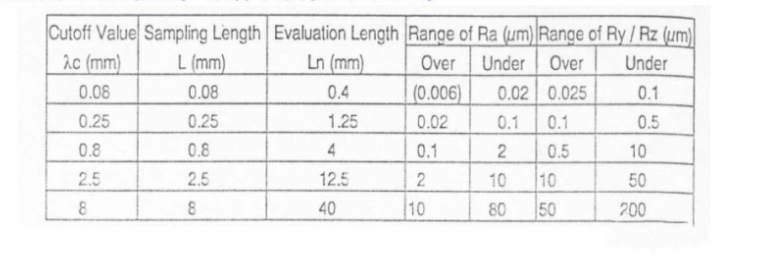
取样长度:用于评定表面粗糙度特征所规定的一段基准线的长度。取样长度的大小的规定和选取是为了限制和减弱工件表面波纹及轮廓度对表面粗糙度测量结果的影响。既不能过大,与不能过小一般应保证在取样长度上有五个以上的表面徽观起伏的峰谷。国际标准规定了五个标准的取样长度值,它们是008;025;0825;Bmm。通常表面越粗糙,取样长度值应越大。
评价长度1n:由连续n个取样长度1所构成由于工件表面存在微观的起伏不平不均勻性,因此只在一个取样长度内来测量和评定表面粗糙度,其代表性往往不充分。所以规定在测量时,要连续拾取多个取样长度,在每个取样长度上得出一个评定数值,再取平均值作为评价结果。
国际标准规定,一个评价长度应含有五个取样长度(通常n〓5×1)。但对均勻性好的表面可少于五个,反之可多于五个。
平均中线:粗糙度评定时规定的一条用于计算表面粗糙度参数值的基准线。(最小二乘直線)

(1)最小二乘中线:在取样长度内,使粗糙度曲线上各点到该中线的距离的平方和最小

(2)算术平均中线:在取样长度内,划分粗糙度曲线,使上下面积相等的基准线
(3)最小二乘中线与算术平均中线差别极小
想要了解更多有关粗糙度或者粗糙度仪的知识,请持续跟踪我们的官网哦,每日更新最新有关粗糙度、粗糙度仪的相关文章哦,有特别想要了解的可以通过网站上方联系方式与我们取得联系哦,欢迎大家多多咨询哦。